チーズ成形機 HBF100-250
成形圧力/成型方法
・予め、成型圧力条件を設定して安定した水圧制御を行います。
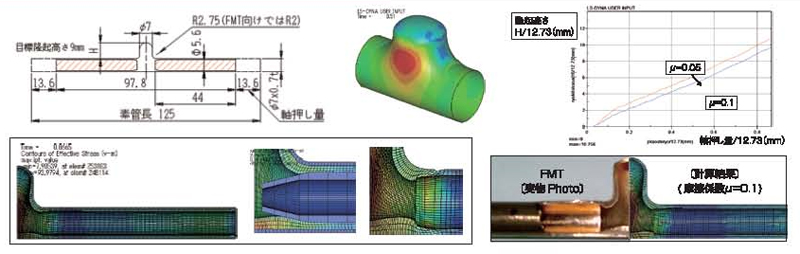
・軸圧縮力を加え、内圧とバランスしながらワーク中央部を膨出させます。
・両端のシールは、シールポンチでメタルシールと同時に軸圧縮力を加えます。
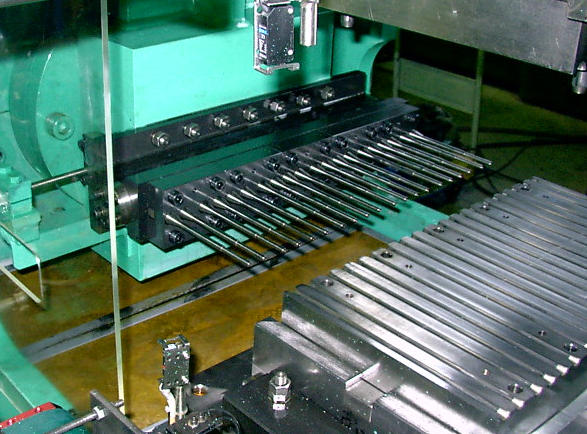
20個同時成形
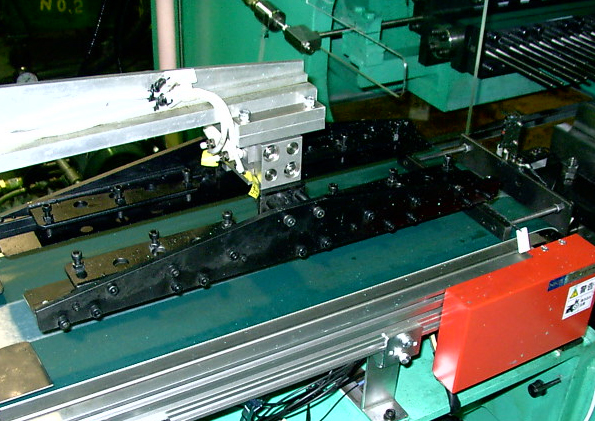
ローディング、成型、アンローディングの一連を自動運転にて成形可能。
成形(横押し)の位置制御
油圧サーボ制御/エンコーダによる位置制御により、内圧に応じ位置制御を行い安定したT成形を行えます。
装置主仕様
■主仕様
| 素管寸法 | 最大 : φ7.0×t0.7×170mm |
|---|---|
| 連数 | 20本同時成形 |
| サイクルタイム | Max.37sec/サイクル |
| 生産量 | 1945個/hr |
| 型締め力量 | 2500KN |
| 成型力量 | 1000KN (No.1 /No.2 ) |
| ノックアウト | 80KN (40KN×2台) |
| ホッパー | 2000本/Φ7 (ストック量) |
| 供給コンベアー | 1200mm (全長) |
■増圧機
| 構造 | 単動コンバーター方式 |
|---|---|
| 一次側圧力 | 7Mpa |
| 二次側圧力 | 100Mpa |
| 吐出量 | 200cc/st |
装置写真&成形サンプル

FEM解析
加工工程
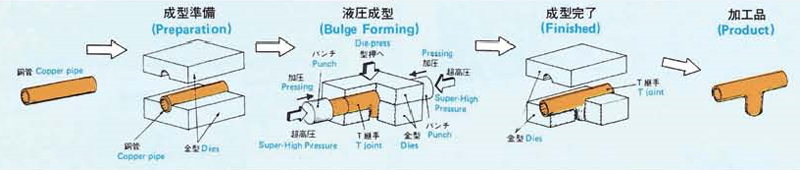
一定の長さに切断された銅管をホッパーより、自動的に整列し、搬入装置で同時に1~20個を成形機の金型にセットします。 ワークは上金型で押さえられると同時に両端をシールポンチによってメタルシールして、冷間液圧(水圧)バルジにて成形を行いT継手を成形する装置です。